
Rørsaging er en grunnleggende prosess i industrier som maskinproduksjon, bilkomponenter og byggematerialer. Kvaliteten bestemmer direkte nøyaktigheten i videre bearbeiding, produktets ytelse og levetid. I motsetning til vanlig saging av platemetall har rørsaging på grunn av sin hule struktur og sirkulære/uregelmessige tverrsnitts-karakteristikker spesielle krav til sagingsteknikker, utstyr og operasjoner. Hovedfokuset er på tre dimensjoner: presisjonskontroll, effektivitetsanpasselse og sikkerhetssamsvar.
I. Presisjonskrav: Strenge standarder for både dimensjoner og kutt
Feilkontroll ned til mikrometer-nivå: Rørskjæring krever streng kontroll av lengdetoleranse (vanligvis ±0,1–0,5 mm), spesielt i presisjonsanwendelser som bil oljerør og luftfart hydrauliske ledninger, hvor lengdeavvik kan føre til monteringsproblemer og tetningsfeil. Kvaliteten på skjæringen må være fri for spikkel og deformasjon. Hulrørskjæring er utsatt for dannelse av spikkel og kantinnbrudd, og krever derfor prosesser som høyfrekvente svingende blad og laserskjæring for å oppnå et «spikkelfritt skjær». Overflaten i innvendig vegg må ha en glatthet Ra ≤ 1,6 μm for å unngå turbulens eller opphopning av urenheter under transport av væske. I tillegg bør varmskjæring unngås for å hindre oksidering og grovkornethet på rørendene, spesielt for materialer som rustfritt stål og kobberlegeringer, ettersom oksidlaget vil påvirke sveisefestheten.
II. Effektivitetskrav: Må tilpasses masseproduksjon og materialeegenskaper
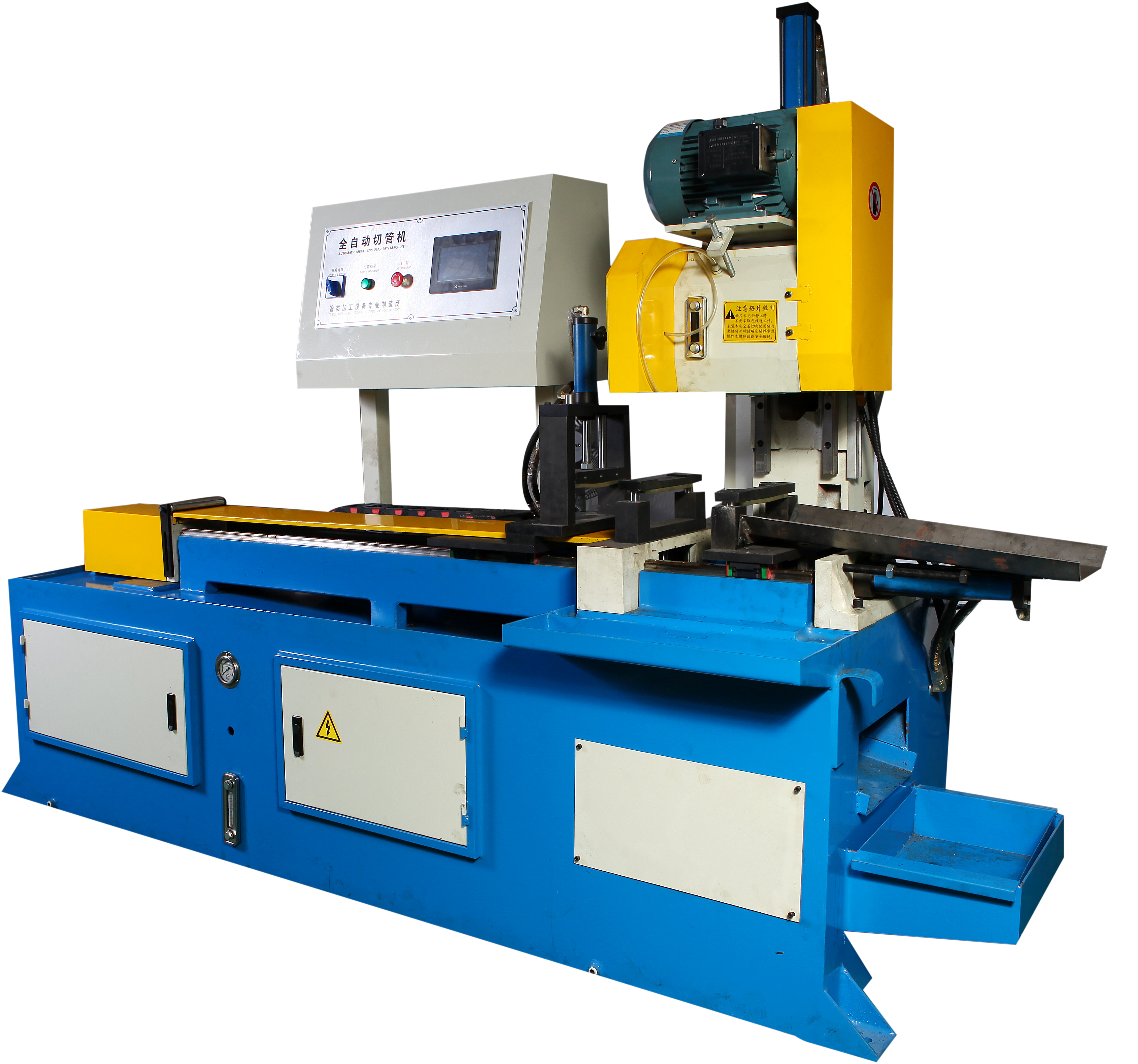
I industrielle miljø må utstyret oppfylle kravene for kontinuerlig batch-skjæring. Det må ha automatisk påføring, posisjonering og lossingsfunksjoner, og skjærehastigheten må kunne nå 10–50 m/min avhengig av rørdiameter (10–200 mm). Samtidig må det sikres feilfri langtidsdrift (kontinuerlig drift ≥8 timer) og kompatibilitet med syklustiden i produksjonslinjen.
III. Sikkerhets- og overholdelseskrav: Driftsprosedyrer og miljøstandarder
Verneutstyr (som laser-sikkerhetsbriller og sprutsikre skjerm) må tilbys under kuttprosessen for å forhindre skader fra gnister og partikler med høy temperatur; det elektriske kontrollsystemet må ha overbelastningsbeskyttelse og nødavstengningsfunksjon for å unngå ulykker forårsaket av utstyrssvikt; for høytrykks gassassistert skjæring (som nitrogen for laserskjæring), må rørledningen være tetthet og lekkasjefri. Støv og rester fra metallskjæring må samles inn og behandles av støvsugingsutstyr for å unngå luftforurensning; sagingvæske må være miljøvennlig og ha gjenvinningsfunksjon for å redusere avfallsvannsutslipp; støy må kontrolleres under 85 dB for å oppfylle miljøvernkravene i industrielle verksteder.
De grunnleggende kravene for rørsaging er «å tilpasse seg scenariet, balansere nøyaktighet og effektivitet, og overholde sikkerhetens grunnprinsipper». Ettersom kravene til rørbehandlingsnøyaktighet øker i industrier som bil, ny energi og romfart, utvikler sagingsteknologien seg mot «intelligentisering, høy presisjon og kompatibilitet med flere materialer». Å strengt følge sagerkrav er en viktig forutsetning for å sikre produktkvalitet og forbedre produksjonseffektiviteten.