
برش لوله یک فرآیند اساسی در صنایعی مانند ساخت و ساز ماشینآلات، قطعات خودرو و مواد ساختمانی است. کیفیت آن به طور مستقیم دقت پردازش بعدی، عملکرد محصول و عمر مفید را تعیین میکند. برخلاف برش معمولی ورق فلزی، برش لوله به دلیل ساختار توخالی و مشخصات مقطع دایرهای/غیرمنظم، نیازهای خاصی در فرآیندهای برش، تجهیزات و عملیات دارد. تمرکز اصلی بر سه بعد است: کنترل دقت، انطباق با کارایی و رعایت ایمنی.
I. الزامات دقت: استانداردهای سختگیرانه برای ابعاد و برشها
کنترل خطا تا سطح میکرومتر: برش لوله نیازمند کنترل دقیق تحمل طول (معمولاً ±0.1 تا 0.5 میلیمتر) است، بهویژه در کاربردهای دقیق مانند خطوط روغن خودرو و خطوط هیدرولیک هواپیما، که در آنها انحرافات طولی میتوانند منجر به قفل شدن مونتاژ و نقص در آببندی شوند. کیفیت برش باید عاری از حاشیه و تغییر شکل باشد. برش لولههای توخالی مستعد ایجاد حاشیه و فروپاشی لبه است و نیازمند فرآیندهایی مانند تیغههای نوسانی با فرکانس بالا و برش لیزری برای دستیابی به «برش بدون حاشیه» است. صافی دیواره داخلی Ra≤1.6μm باید حفظ شود تا از ایجاد آشفتگی یا تجمع ناخالصیها در حین انتقال سیال جلوگیری شود. علاوه بر این، باید از برش در دمای بالا اجتناب شود تا از اکسیداسیون صفحه انتهایی لوله و تشکیل دانههای درشت جلوگیری شود، بهویژه برای موادی مانند فولاد ضدزنگ و آلیاژهای مس، زیرا لایه اکسید بر مقاومت جوش تأثیر میگذارد.
II. الزامات کارایی: سازگار با تولید انبوه و ویژگیهای مواد
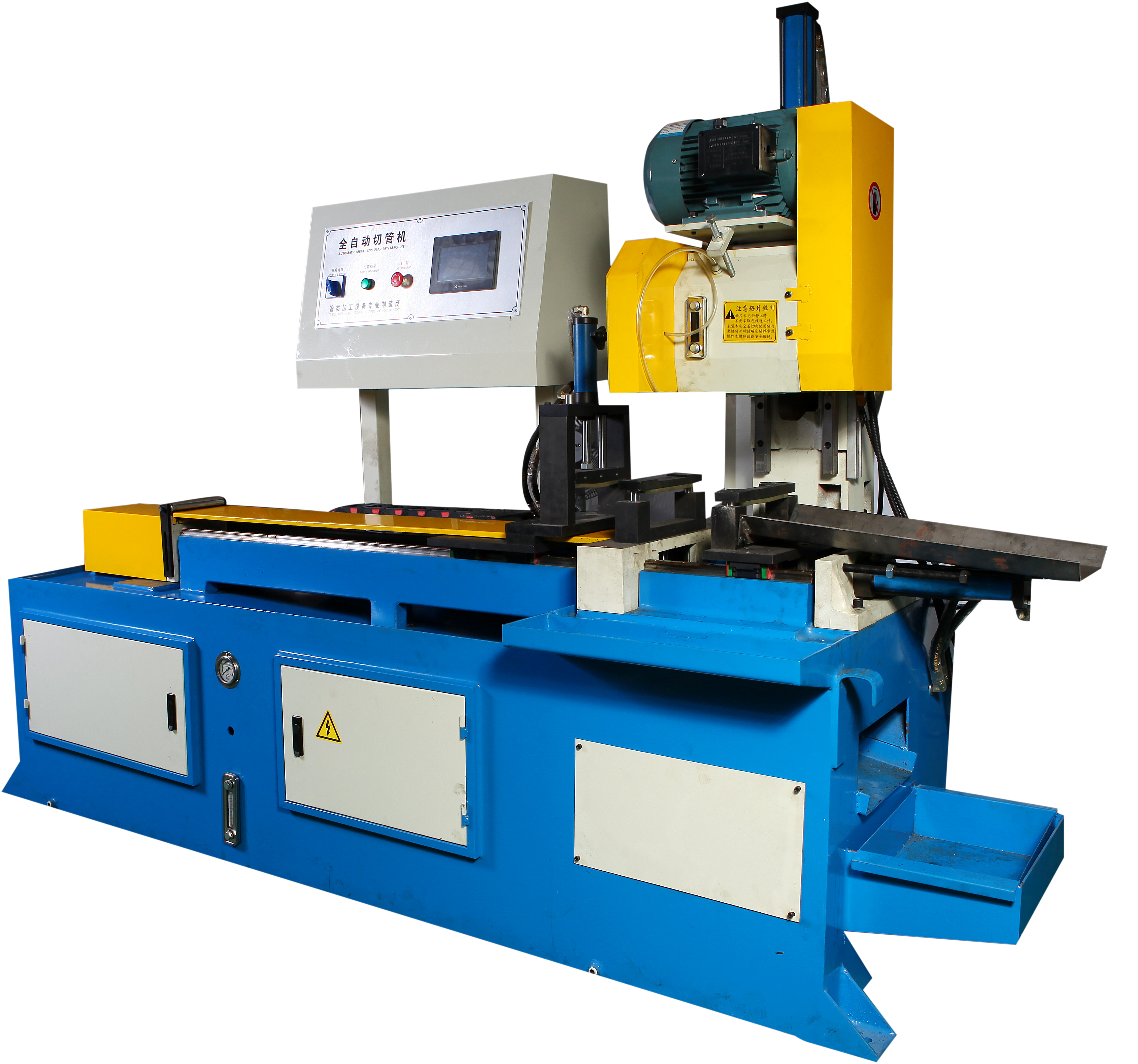
در محیطهای صنعتی، تجهیزات باید الزامات مربوط به برش پیوسته دستهای را برآورده کنند. این تجهیزات باید دارای قابلیتهای بارگیری، موقعیتیابی و تخلیه خودکار باشند و سرعت برش بسته به قطر لوله (10 تا 200 میلیمتر) میتواند به 10 تا 50 متر در دقیقه برسد. همزمان باید عملکرد بدون مشکل در طولانیمدت (کارکرد پیوسته ≥8 ساعت) تضمین شود و با زمان چرخه خط تولید سازگار باشد.
III. الزامات ایمنی و انطباق: رویههای عملیاتی و استانداردهای محیطی
در حین فرآیند برش، باید وسایل محافظتی (مانند عینک ایمنی لیزری و محافظ ضد پاشش) فراهم شوند تا از آسیبهای ناشی از جرقههای دمای بالا و ذرات پراکنده جلوگیری شود؛ سیستم کنترل الکتریکی باید دارای قابلیت محافظت در برابر بار اضافی و قطع اضطراری باشد تا از حوادث ناشی از خرابی تجهیزات جلوگیری شود؛ برای برش کمکی با گاز تحت فشار بالا (مانند نیتروژن در برش لیزری)، لولهکشی باید کاملاً آببندی شده و بدون نشتی باشد. گرد و غبار و مواد زائد حاصل از برش فلزات باید توسط تجهیزات جمعآوری گرد و غبار جمعآوری و پردازش شوند تا از آلودگی هوا جلوگیری شود؛ مایع برش باید سازگار با محیط زیست بوده و قابلیت بازیافت داشته باشد تا دفع پساب کاهش یابد؛ سطح صدا باید کمتر از 85 دسیبل کنترل شود تا استانداردهای حفاظت از محیط زیست در کارگاههای صنعتی رعایت گردد.
الزامات اصلی برش لوله شامل «سازگاری با سناریو، تعادل بین دقت و کارایی، و پایبندی به حداقل استانداردهای ایمنی» است. با افزایش نیازهای صنایعی مانند خودرو، انرژی جدید و هوافضا به دقت در فرآیند پردازش لوله، تجهیزات برش به سمت «هوشمندسازی، دقت بالا و سازگاری با مواد مختلف» در حال توسعه هستند. رعایت دقیق الزامات برش، پیشنیاز مهمی برای تضمین کیفیت محصول و بهبود کارایی تولید محسوب میشود.