
Việc cắt ống là một quá trình cơ bản trong các ngành công nghiệp như sản xuất máy móc, phụ tùng ô tô và vật liệu xây dựng. Chất lượng của nó quyết định trực tiếp độ chính xác của các công đoạn gia công tiếp theo, hiệu suất sản phẩm và tuổi thọ sử dụng. Khác với việc cắt kim loại tấm thông thường, việc cắt ống do có cấu trúc rỗng và đặc điểm mặt cắt tròn/không đều nên đòi hỏi những yêu cầu cụ thể về quy trình, thiết bị và thao tác cắt. Trọng tâm chính nằm ở ba khía cạnh: kiểm soát độ chính xác, thích ứng hiệu suất và tuân thủ an toàn.
I. Yêu cầu về độ chính xác: Tiêu chuẩn nghiêm ngặt đối với cả kích thước và vết cắt
Kiểm soát sai số ở mức micromet: Việc cắt ống yêu cầu kiểm soát chặt chẽ dung sai chiều dài (thường là ±0,1-0,5 mm), đặc biệt trong các ứng dụng chính xác như đường dẫn dầu ô tô và đường thủy lực hàng không, nơi sai lệch chiều dài có thể dẫn đến kẹt lắp ráp và thất bại về độ kín. Chất lượng vết cắt phải không có ba via và không biến dạng. Cắt ống rỗng dễ sinh ra ba via và sập mép, do đó cần các quy trình như lưỡi dao rung tần số cao và cắt laser để đạt được "vết cắt không ba via". Độ nhẵn thành trong cần duy trì Ra≤1,6μm nhằm ngăn dòng chảy rối hoặc tích tụ tạp chất trong quá trình vận chuyển chất lỏng. Ngoài ra, cần tránh cắt ở nhiệt độ cao để ngăn hiện tượng oxy hóa mặt đầu ống và hạt thô, đặc biệt với các vật liệu như thép không gỉ và hợp kim đồng, bởi lớp oxy hóa sẽ ảnh hưởng đến độ bền mối hàn.
II. Yêu cầu về Hiệu suất: Phù hợp với sản xuất hàng loạt và đặc tính vật liệu
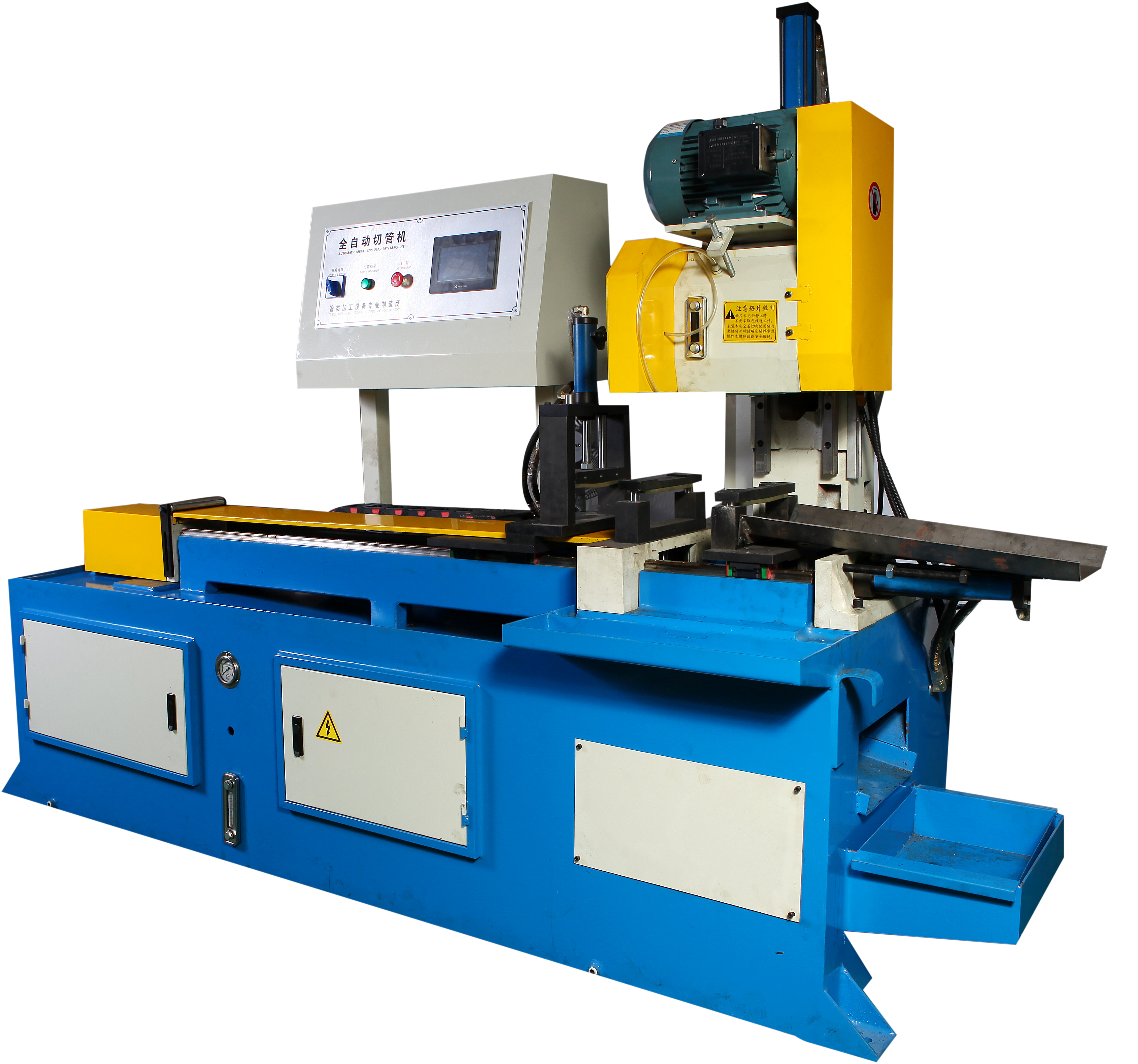
Trong môi trường công nghiệp, thiết bị phải đáp ứng các yêu cầu về cắt liên tục theo lô. Thiết bị phải có chức năng tự động cấp liệu, định vị và dỡ phôi, tốc độ cắt đạt từ 10-50m/phút tùy theo đường kính ống (10-200mm). Đồng thời, thiết bị phải đảm bảo hoạt động ổn định lâu dài không gặp sự cố (hoạt động liên tục ≥8 giờ) và tương thích với chu kỳ sản xuất của dây chuyền.
III. Yêu cầu về An toàn và Tuân thủ: Quy trình vận hành và Tiêu chuẩn môi trường
Các thiết bị bảo vệ (như kính an toàn laser và tấm chắn chống bắn tung tóe) phải được cung cấp trong quá trình cắt để ngăn ngừa chấn thương do tia lửa và mảnh vụn nhiệt độ cao; hệ thống điều khiển điện phải có chức năng bảo vệ quá tải và tắt khẩn cấp để tránh tai nạn do sự cố thiết bị; đối với phương pháp cắt hỗ trợ khí áp suất cao (như nitơ dùng trong cắt laser), đường ống phải được bịt kín và không rò rỉ. Bụi và mảnh vụn sinh ra từ quá trình cắt kim loại phải được thu gom và xử lý bằng thiết bị hút bụi để tránh ô nhiễm không khí; dung dịch cắt phải thân thiện với môi trường và có chức năng tái chế để giảm thiểu thải nước thải; tiếng ồn phải được kiểm soát dưới mức 85dB để đáp ứng tiêu chuẩn bảo vệ môi trường của các xưởng công nghiệp.
Các yêu cầu cốt lõi đối với việc cắt ống là "phù hợp với tình huống, cân bằng giữa độ chính xác và hiệu suất, đồng thời tuân thủ giới hạn an toàn". Khi các yêu cầu về độ chính xác gia công ống ngày càng tăng trong các ngành như ô tô, năng lượng mới và hàng không vũ trụ, thiết bị cắt đang phát triển theo hướng "tự động hóa thông minh, độ chính xác cao và khả năng tương thích đa vật liệu". Việc tuân thủ nghiêm ngặt các yêu cầu cắt là điều kiện tiên quyết quan trọng để đảm bảo chất lượng sản phẩm và nâng cao hiệu quả sản xuất.