
Quvurlarni kesish mashinasozlik, avtomashina qismlari va qurilish materiallari kabi sanoat tarmoqlarida asosiy jarayon hisoblanadi. Uni sifati keyingi ishlash, mahsulot samaradorligi va xizmat muddatining aniqligini bevosita belgilaydi. Oddiy po'lat varaqni kesishdan farqli o'laroq, quvurlarni kesish bo'sh tuzilishga ega bo'lgan aylanaravon/yoki noaniq kesit xususiyatiga ega bo'lganligi sababli, kesish jarayoni, uskunalar va operatsiyalarga aniq talablarni qo'yadi. Asosiy e'tibor uchta tomonlama: aniqlikni boshqarish, samaradorlikni moslashtirish hamda xavfsizlik talablariga rioya etishga qaratilgan.
I. Aniqlik talablari: o'lchamlar va kesimlar uchun qat'iy standartlar
Mikrometr darajasigacha xatolikni boshqarish: trubani kesishda uzunlik bo'yicha noaniqlikni qat'iy nazorat qilish kerak (odatda ±0,1-0,5 mm), ayniqsa avtomashinalarning yog' tizimlari va aviatsiya gidravlik liniyalari kabi aniq sohalarda, bu yerda uzunlikdagi og'ish montaj qiyinchiliklariga va germetiklanish muammolariga olib kelishi mumkin. Kesish sifati burrsiz va deformatsiyasiz bo'lishi kerak. Bo'sh trubalarni kesish burrlar va chetlarning vortilishiga moyilligi tufayli yuqori chastotali tebranuvchi pichqonlar va lazer bilan kesish kabi jarayonlarni talab qiladi, shunda "burrsiz kesish"ga erishiladi. Ichki devor silliq bo'lishi kerak Ra≤1,6μm, suyuqlik uzatilayotganda turbulentsiya yoki aralashmalar to'planishining oldini olish maqsadida. Shuningdek, truba oxirining oksidlanishini va donlarning maydalashishini oldini olish uchun yuqori haroratda kesishdan saqlanish kerak, ayniqsa, shunday materiallar uchun sanoat po'lati va mis qotishmalari, chunki oksid qatlami payvandlanish mustahkamligiga ta'sir qiladi.
II. Samaradorlik talablari: Massali ishlab chiqarishga va material xususiyatlariga moslashtirilishi kerak
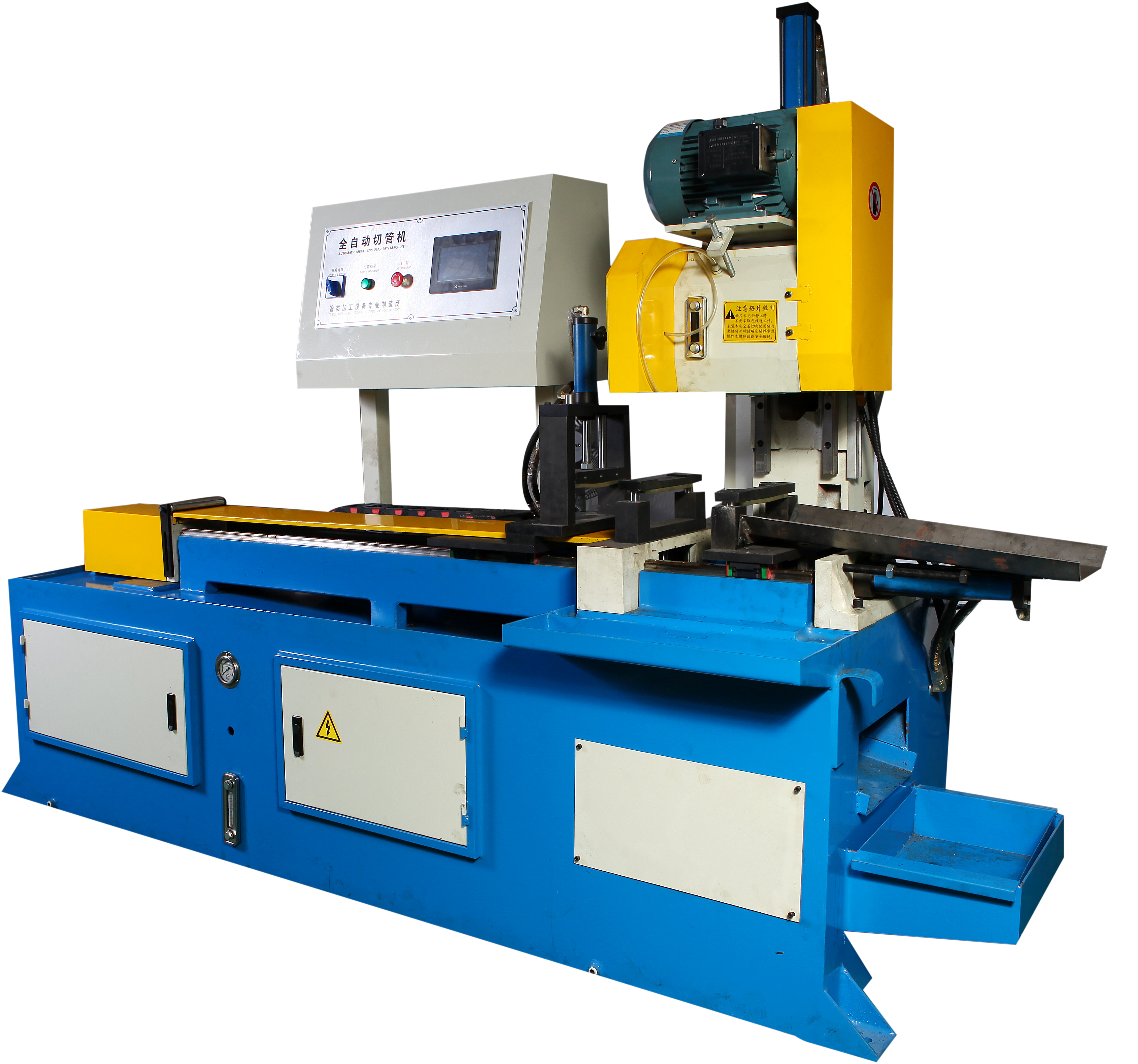
Sanoat sohasida uskuna uzluksiz partiyaviy kesish talablarini qondirishi kerak. U avtomatik oziqlantirish, pozitsiyalashtirish va yuk tushirish funksiyalariga ega bo'lishi kerak va kesish tezligi quvur diametriga (10-200 mm) qarab 10-50 m/daqiqa oralig'ida bo'lishi mumkin. Shu bilan bir vaqtda u uzun muddatli ishlashni ta'minlashi kerak (8 soatdan kam bo'lmagan uzluksiz ishlash) hamda ishlab chiqarish liniyasining sikl vaqtiga mos kelishi kerak.
III. Xavfsizlik va Moslik Talablari: Ishlatish Qoidalari hamda Atrof-muhit Standartlari
Kesish jarayonida yuqori haroratli iskralar va zarbalar tufayli jarohatlanishlarni oldini olish uchun himoya qurilmalari (masalan, lazer xavfsizlik ko'zoynaklari va chaniqishdan himoya ekranlari) taqdim etilishi kerak; uskunaning nosozligi tufayli hodisalarni oldini olish uchun elektr boshqaruv tizimida ortiqcha yuklamaga nisbatan himoya hamda favqulodda to'xtatish funksiyasi bo'lishi kerak; (masalan, lazer bilan kesishda azot kabi) yuqori bosimli gaz yordamchi kesish uchun quvurlar zich yopilgan va gaz chiqib ketmaslikka kafolat berilgan bo'lishi kerak. Metallarni kesish paytida hosil bo'ladigan chang va chiqindi materiallari havo ifloslanishini oldini olish uchun changni yig'uvchi jihozlar yordamida yig'ilishi va qayta ishlanishi kerak; kesish suyuqligi atrof-muhitga zararsiz bo'lishi va qayta ishlatish imkoniyatiga ega bo'lishi kerak, shunda chiqadigan chiqindi suyuqlik miqdori kamayadi; shovqin darajasi sanoat korxonalari uchun belgilangan atrof-muhitni muhofaza qilish standartlariga javob berishi uchun 85 dB dan past bo'lishi ta'minlanishi kerak.
Quvur kesishning asosiy talablari "ssenariyga moslashish, aniqlik va samaradorlikni muvozanatlash hamda xavfsizlikka oid eng pastki chegaraga rioya qilish"dir. Avtomobillar, yangi energiya va kosmik so'zlar kabi sanoat sohalarida quvurlarni ishlash aniqligiga bo'lgan talablar o'sib bora-yotgani sabbabli, kesish uskunalari "intellektual, yuqori aniqlik va turli xil materiallarga moslashuvchanlik" tomonga rivojlanmoqda. Kesish talablariga qat'iy rioya qilish — mahsulot sifatini ta'minlash va ishlab chiqarish samaradorligini oshirish uchun muhim shart.