
Резање цеви је основни процес у индустријама као што су производња машине, аутомобилски делови и грађевински материјали. Квалитет директно одређује тачност накнадне обраде, перформансе производа и дужину трајања. За разлику од обичног резања лимова, резање цеви, због шупље структуре и карактеристика кружног/неправилног попречног пресека, има специфичне захтеве према процесима резања, опреми и радним операцијама. Основни фокус је на три димензије: контрола прецизности, прилагођавање ефикасности и безбедносна усклађеност.
I. Заhtеви за прецизношћу: Строги стандарди за димензије и резове
Контрола грешака на нивоу микрометра: Резање цеви захтева строгу контролу дужинске толеранције (обично ±0,1–0,5 mm), нарочито у прецизним применама као што су аутомобилски цевоводи за уље и хидраулични цевоводи у авионима, где одступања у дужини могу довести до закошавања при скупљању и неисправног запечаћивања. Квалитет реза мора бити без нагриза и деформација. Резање шупљих цеви склоно је стварању нагриза и урушавању ивица, због чега се захтевају поступци као што су високофреквентни треперећи ножеви и ласерско резање ради постизања „реза без нагриза“. Глаткоћа унутрашњег зида Ra≤1,6 μm мора бити очувана како би се спречило стварање турбуленције или накупљање примеса током транспорта флуида. Поред тога, треба избегавати резање на високој температури како би се спречило оксидовање лица цеви и грубозрнљастост, нарочито код материјала као што су нерђајући челик и бакарне легуре, јер оксидни слој може утицати на чврстоћу заваривања.
II. Zahtevi za efikasnost: Prilagodljivost masovnoj proizvodnji i karakteristikama materijala
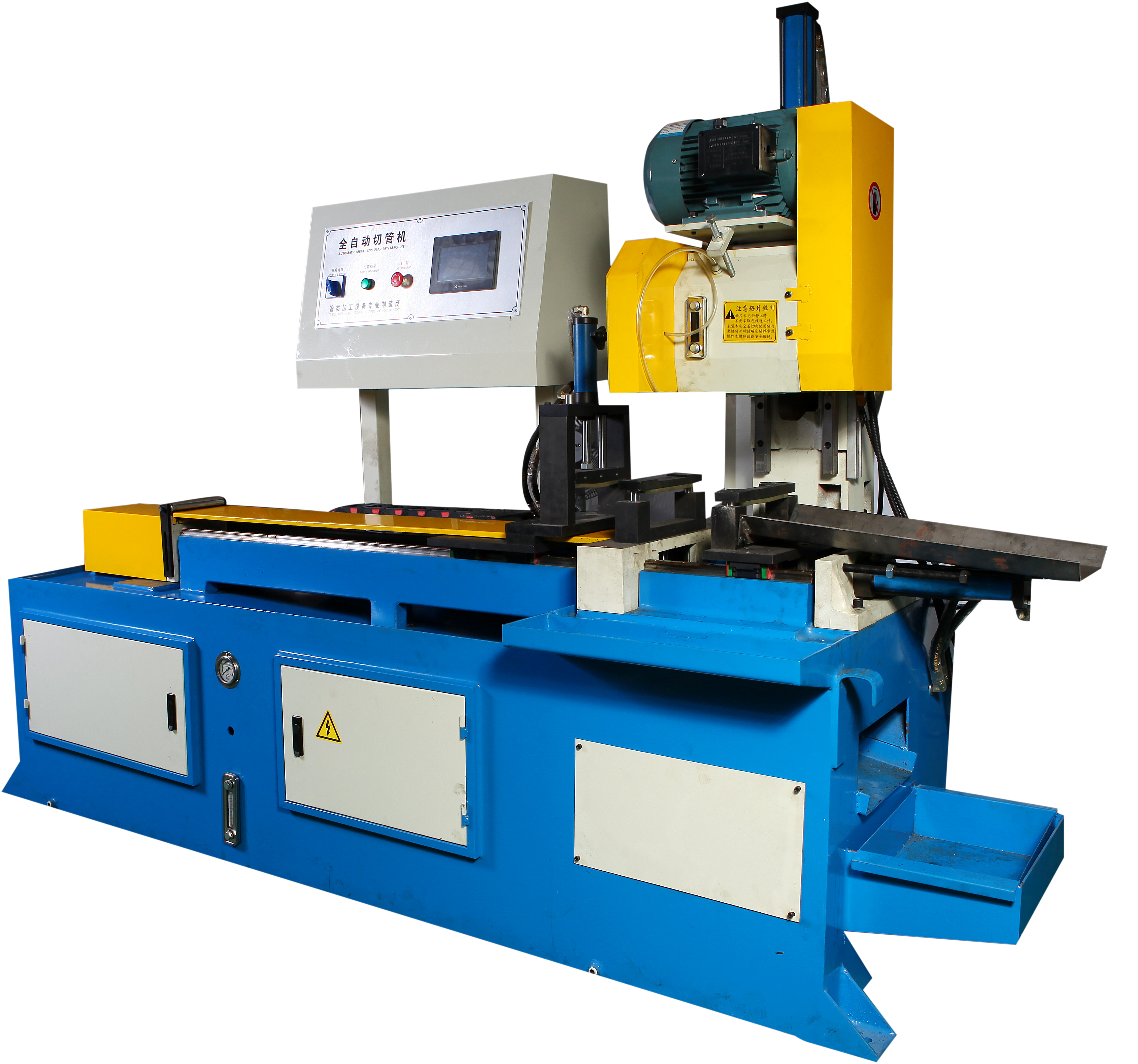
U industrijskim uslovima, oprema mora ispunjavati zahteve za kontinuiranim sečenjem u seriji. Moraju biti prisutne funkcije automatskog dovoda, pozicioniranja i istovara, a brzina sečenja može dostići 10-50 m/min u zavisnosti od prečnika cevi (10-200 mm). Istovremeno, mora se obezbediti dugotrajna bezbedna upotreba (kontinuirani rad ≥8 časova) i kompatibilnost sa vremenom ciklusa proizvodne linije.
III. Zahtevi za bezbednost i usaglašenost: Postupci rada i ekološki standardi
Защитна средства (као што су наочаре за заштиту од ласера и заштитни екран против прскања) морају бити обезбеђена током процеса резања како би се спречиле повреде од високотемпературских искри и остатака; електрични систем управљања мора имати заштиту од прекорекловања и функцију хитног искључивања ради спречавања несрећа изазваних кваром опреме; за резање помоћу високопритисних гасова (као што је азот у ласерском резању), цевовод мора бити запечаћен и без цурења. Прашина и остаци настали при резању метала морају се прикупљати и обрађивати помоћу опреме за прикупљање прашине како би се спречило загађивање ваздуха; сечива течност мора бити еколошки прихватљива и имати функцију рециклирања ради смањења отпадних течности; буку мора бити контролисана испод 85 dB како би се испуниле стандарде заштите животне средине у индустријским радionicама.
Основни захтеви за резање цеви су „прилагођавање сценарију, равнотежа између тачности и ефикасности и поштовање безбедносне основе“. Како се захтеви за тачношћу обраде цеви стално повећавају у индустријама као што су аутомобилска, нових облика енергије и аеропростора, опрема за резање се развија ка „интелигентној, високотачној и компатибилној са више материјала“. Строго поштовање захтева за резање је кључни предуслов за осигуравање квалитета производа и побољшање производне ефикасности.