
Rezkanje cevi je osnovni proces v industrijah, kot so proizvodnja strojev, avtomobilskih delov in gradbenih materialov. Kakovost neposredno določa natančnost nadaljnjega obdelovanja, zmogljivost izdelka in življenjsko dobo. Za razliko od navadnega rezkanja pločevine ima rezkanje cevi zaradi votle strukture in krožnih/neravnih presekov posebne zahteve glede postopkov, opreme in obratovanja. Glavni poudarek je na treh dimenzijah: nadzor natančnosti, prilagoditev učinkovitosti in skladnost z varnostnimi predpisi.
I. Natančnostne zahteve: Strogi standardi za dimenzije in reze
Kontrola napak do mikrometrske ravni: Pri rezanju cevi je potrebno strogo nadzorovati dolžinsko tolerance (običajno ±0,1–0,5 mm), zlasti pri točnih aplikacijah, kot so avtomobilske oljne cevi in hidravlične cevi v letalstvu, kjer lahko odstopanja v dolžini povzročijo težave pri sestavljanju in neustrezno tesnjenje. Kvaliteta reza mora biti brez žlebov in deformacij. Pri rezanju votlih cevi je pogosto prisotnost žlebov in poruševanje robov, zato je potrebno uporabiti postopke, kot so visokofrekvenčna nihajoča rezila in lasersko rezanje, da se doseže »rez brez žlebov«. Gladkost notranje stene Ra ≤ 1,6 μm je treba ohraniti, da se prepreči turbulenco ali nakopičevanje nečistoč med transportom tekočine. Poleg tega je treba izogibati visoki temperaturi pri rezanju, da se prepreči oksidacija konca cevi in grobe kristalne strukture, zlasti pri materialih, kot so nerjaveča jekla in bakerjeve zlitine, saj oksidni sloj vpliva na trdnost varjenja.
II. Zahtevki za učinkovitost: Prilagodljivost masovni proizvodnji in lastnostim materiala
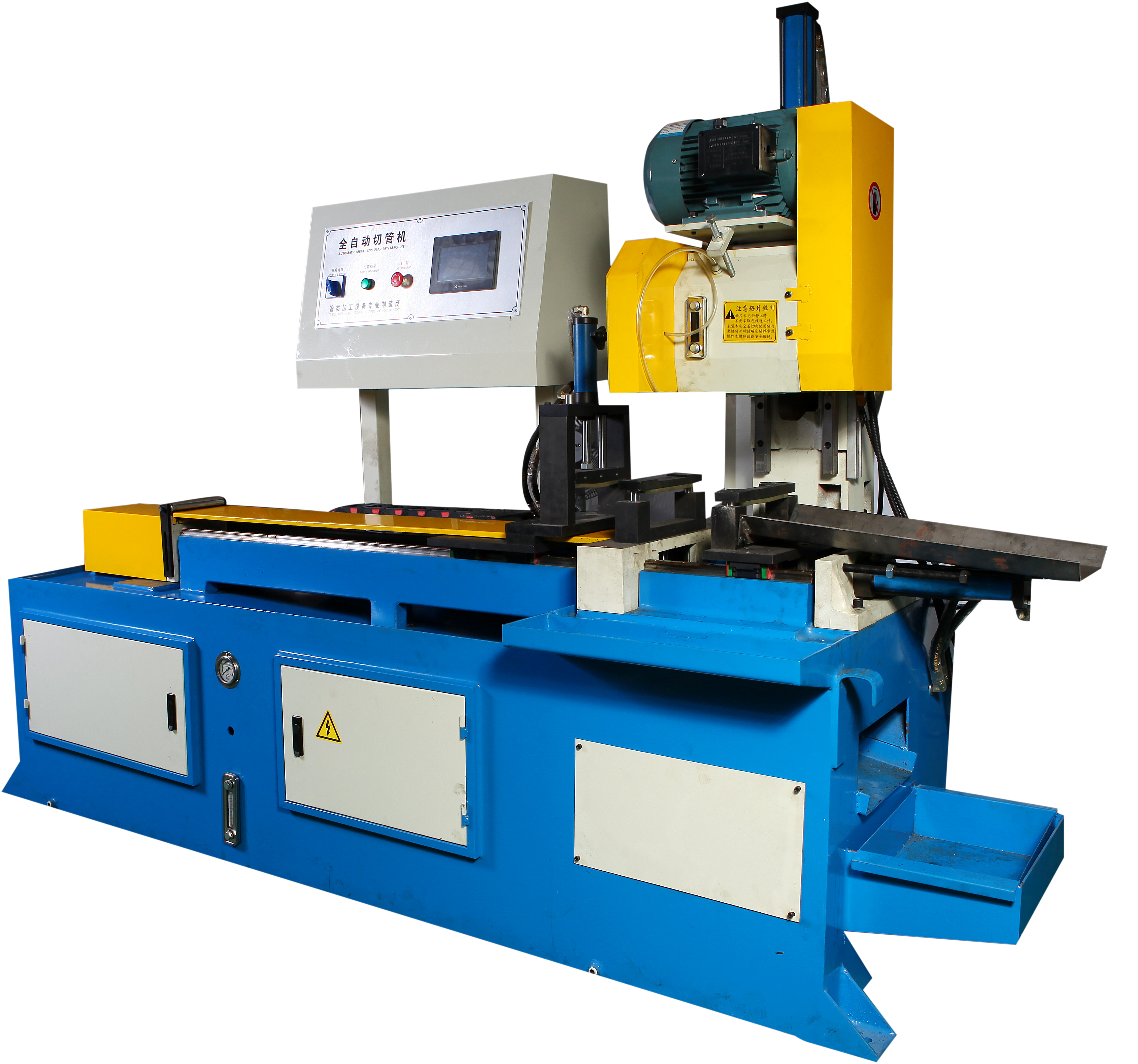
V industrijskih okoljih mora oprema izpolnjevati zahteve za neprekinjeno rezanje v serijah. Morala naj ima avtomatsko dovajanje, pozicioniranje in odvajanje ter hitrost rezanja, ki se lahko giblje med 10–50 m/min, odvisno od premera cevi (10–200 mm). Hkrati mora zagotavljati dolgotrajno delovanje brez težav (neprekinjeno delovanje ≥8 ur) in biti združljiva s časovnim ciklom proizvodne linije.
III. Varnostni in skladnostni zahtevki: Delovni postopki in okoljski standardi
Med postopkom rezkanja je treba zagotoviti zaščitne naprave (kot so varovalna očala za lasersko zaščito in oklepi proti pršenju), da se preprečijo poškodbe zaradi isker z visoko temperaturo in delcev; električni krmilni sistem mora imeti zaščito pred preobremenitvijo in funkcijo izključitve v sili, da se izognemo nesrečam, povzročenim zaradi okvare opreme; pri visokotlačnem plinu podprtem rezkanju (kot je dušik pri laserskem rezkanju) mora biti cevovod tesen in brez uhajanja. Prav tako morajo biti prah in ostanki, ki nastanejo pri rezkanju kovin, zbirani in obdelovani s sistemom za zajemanje prahu, da se prepreči onesnaževanje zraka; reznina mora biti okolju prijazna in omogočati recikliranje, da se zmanjša odplakovanje odpadnih tekočin; hrup mora biti nadzorovan pod 85 dB, da se izpolnijo standardi za varstvo okolja v industrijskih delavnicah.
Osnovni zahtevi za rezkanje cevi sta »prilagoditev scenariju, uravnoteženje natančnosti in učinkovitosti ter spoštovanje varnostne meje«. Ker se zahteve po natančnosti obdelave cevi v industrijah, kot so avtomobilska, nova energija in letalska, stalno povečujejo, se oprema za rezkanje razvija proti »inteligentnejšemu, višji natančnosti in združljivosti z več materiali«. Strogo upoštevanje zahtev za rezkanje je ključni pogoj za zagotavljanje kakovosti izdelkov in izboljšanje proizvodne učinkovitosti.