
Cauruļu griešana ir pamatprocess tādās nozarēs kā mašīnbūve, automašīnu sastāvdaļas un būvmateriāli. Tās kvalitāte tieši nosaka turpmākas apstrādes precizitāti, produkta veiktspēju un kalpošanas laiku. Atšķirībā no parastas loksnes griešanas, cauruļu griešanai, ņemot vērā tās dobo struktūru un apaļas/neregulāras šķērsgriezuma īpašības, ir konkrētas prasības griešanas procesiem, iekārtām un operācijām. Galvenais uzmanības centrs ir trīs dimensijās: precizitātes kontrole, efektivitātes pielāgošanās un drošības atbilstība.
I. Precizitātes prasības: Stingri standarti gan izmēriem, gan griezumiem
Kļūdu kontrole līdz mikrometra līmenim: cauruļu griešanai ir nepieciešams stingri kontrolēt garuma toleranci (parasti ±0,1–0,5 mm), īpaši precīzās lietojumprogrammās, piemēram, automašīnu eļļas vadu un aviācijas hidraulisko līniju gadījumā, kur garuma novirzes var izraisīt montāžas bloķēšanos un blīvēšanas neveiksmes. Griezuma kvalitātei jābūt bez uzmetumiem un deformācijām. Dobu cauruļu griešana ir tendēta uz uzmetumu veidošanos un malu sabrukšanu, tāpēc ir nepieciešamas procesu metodes, piemēram, augstfrekvences vibrējošas asis un lāzerrezēšana, lai sasniegtu „bezuzmetumu griezumu“. Iekšējās sienas gludumam Ra≤1,6 μm jābūt uzturētam, lai novērstu šķidruma pārvadāšanas laikā radīto turbulenci vai piesārņojuma uzkrāšanos. Turklāt jāizvairās no augstas temperatūras griešanas, lai novērstu caurules galu oksidāciju un rupjus struktūras graudus, jo īpaši materiāliem, piemēram, nerūsējošajiem tēraudiem un vara sakausējumiem, jo oksīda kārta ietekmēs metināšanas stiprumu.
II. Efektivitātes prasības: Pielāgojama masveida ražošanai un materiālu raksturojumam
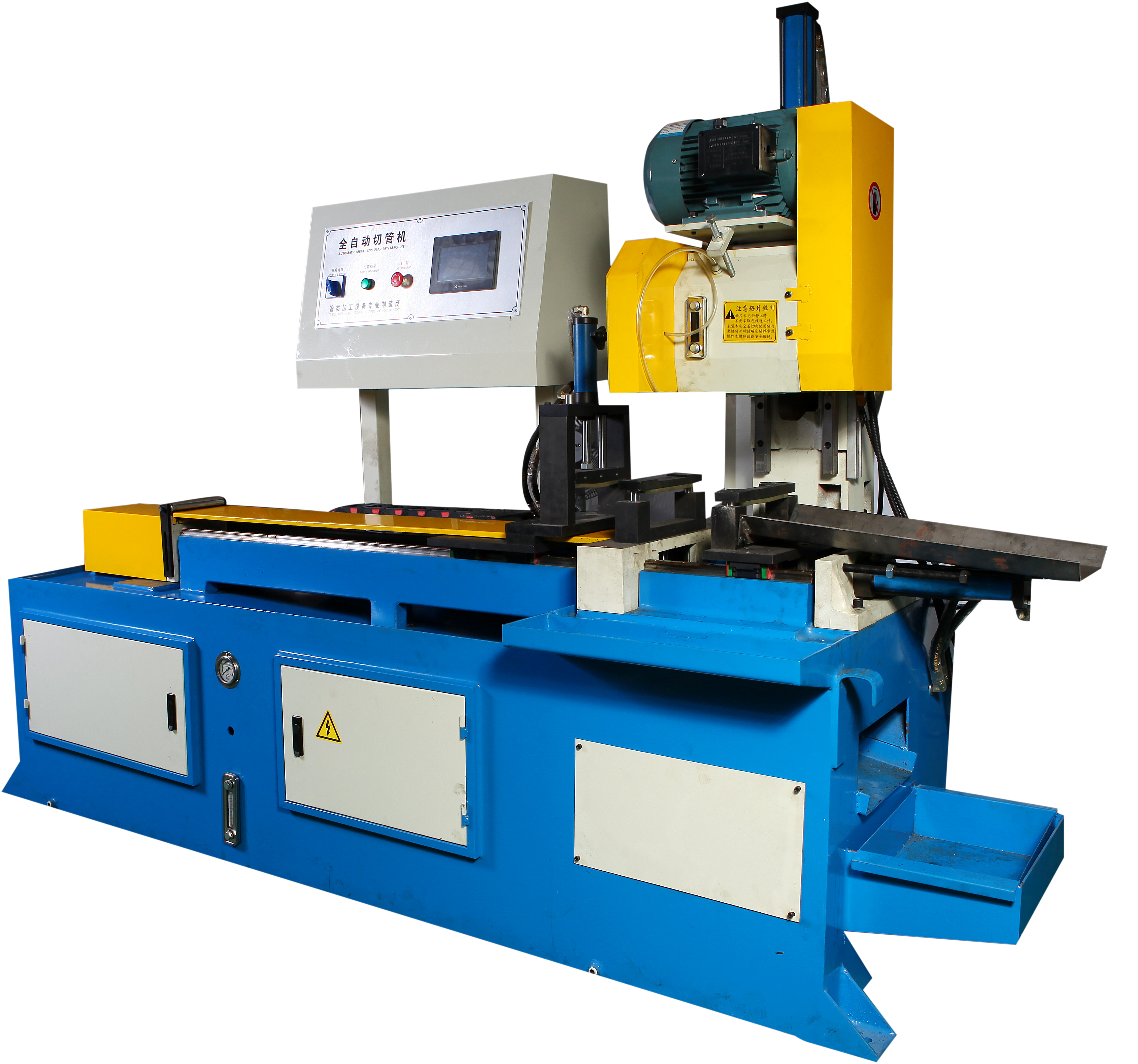
Rūpnieciskos apstākļos aprīkojumam jāatbilst nepārtrauktas partijas griešanas prasībām. Tam jābūt ar automātisku padevi, pozicionēšanu un izkraušanas funkcijām, un griešanas ātrums atkarībā no caurules diametra (10–200 mm) var sasniegt 10–50 m/min. Tajā pašā laikā tam jānodrošina ilgstoša darbība bez problēmām (nepārtraukta darbība ≥8 stundas) un jābūt saderīgam ar ražošanas līnijas cikla laiku.
III. Drošības un atbilstības prasības: Darbības procedūras un vides standarti
Griešanas procesā ir jānodrošina aizsargierīces (piemēram, lāzera drošības brilles un pretizmētības ekrāni), lai novērstu ievainojumus no augstas temperatūras dzirksteļu un atkritumu; elektriskajam vadības sistēmai ir jābūt pārslodzes aizsardzībai un avārijas apturēšanas funkcijām, lai izvairītos no negadījumiem, ko izraisa aprīkojuma darbības traucējumi; augstspiediena gāzi izmantojošai griešanai (piemēram, slāpekļa izmantošanai lāzergriešanai) cauruļvadam jābūt noslēgtam un noplūžu brīvam. Metālgriešanas laikā radušies putekļi un atkritumi ir jāsavāc un jāapstrādā ar putekļu savākšanas iekārtām, lai izvairītos no gaisa piesārņojuma; griešanas šķidrumam ir jābūt videi draudzīgam un tam jānodrošina atkārtotas izmantošanas iespējas, lai samazinātu atkritumu šķidruma izmešanu; troksnim ir jābūt kontrolētam zem 85 dB, lai atbilstu rūpnieciskajām telpām paredzētajiem vides aizsardzības standartiem.
Cauruļu griešanas pamatprasības ir "pielāgošanās scenārijam, precizitātes un efektivitātes līdzsvarošana un drošības pamatprincipu ievērošana". Tā kā automašīnu, jaunās enerģētikas un aviācijas nozarēs palielinās prasības attiecībā uz cauruļu apstrādes precizitāti, griešanas aprīkojums attīstās virzienā uz "intelektualizāciju, augstu precizitāti un dažādu materiālu savietojamību". Griešanas prasību stingra ievērošana ir galvenais priekšnoteikums produktu kvalitātes nodrošināšanai un ražošanas efektivitātes uzlabošanai.