
Трубаларды кесүү — машина жасоо, автомобиль бөлүктөрү жана ингилт материалдар сыяктуу тармактарда негизги процесс болуп саналат. Анын сапаты кийинки иштетүүнүн тактыгын, продукттун иштеешин жана пайдалануу мөөнөтүн башкара турган деңгээлде аныктайт. Жөнөкөй металл кесүүдөн айырмаланып, трубаларды кесүү бошунча конструкциясы жана дөңгөлөк/тууралуу эмес кимпирчелек өзгөчөлүктөрүнө байланыштуу кесүү процесстерине, жабдыктарга жана операцияларга белгилүү талаптарды коюлат. Негизги багыт үч өлчөмдү камтыйт: тактыкты башкаруу, эффективдүүлүккө ылайыкташтыруу жана коопсуздук талаптарына ылайык болуш.
I. Такыктык талаптары: өлчөмдөр жана кесүү боюнча катуу стандарттар
Микрометр деңгээлинде каталарды башкаруу: Труба кесүү узундугуна (адатта ±0,1-0,5 мм) катуу баш бурган керек, айрыкча автомобиль май сызыктары жана авиациялык гидравликалык сызыктар сыяктуу так колдонулуштарда узундуктагы ауыткуулар жыйналууну тоскоолдоп же герметизациянын ийгиликке учураганына алып келет. Кесүү сапаты чачмаларсыз жана деформацияланбаган болушу керек. Ички кубурттуу трубалар чачмалар жана четтердин чөгүшүнө склондуу, «чачмасыз кесүү» тиешелүү жогорку жыштыктуу вибрациялык пышактар менен кесүү жана лазер менен кесүү сыяктуу технологияларды колдонуу талап кылат. Ички стенанын жумшактыгы Ra≤1,6μm сакталышы керек, анткени бул суюктук ташымалдоо учурунда турбуленттикти же эмес чистотунун жиналуусун алданат. Ошондой эле, трубанын чет жагынын тотубузуна жана дыйкан чокуларга бузулушуна жол бербеөө үчүн жогорку температурадагы кесүүнү каршылаш керек, өзгөчө нержавеюшче болот жана мыс ириңдеринде, анткени тотунган катмар түйүштүрүү бекемдигине таасир этет.
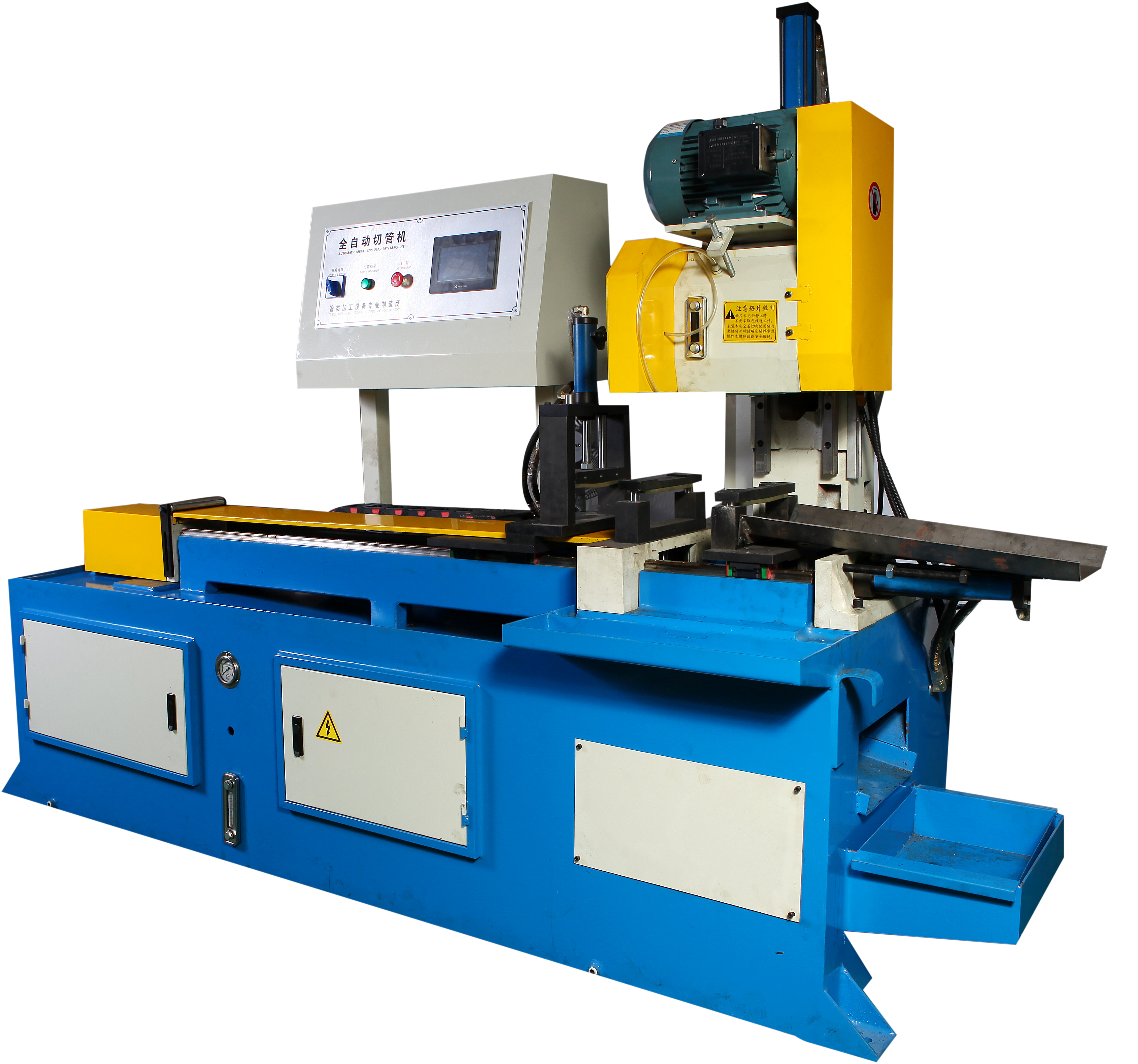
II. Тиімдүүлүк талаптары: Массалык өндүрүштө жана материалдын сымалдарына ыңгайлашууга мумкүнчүлүк бар
Өнөр жай шарттарында, жабдык үзгүлтүксүз партиялык кесүү талаптарын канааттандырышы керек. Автоматтык жылып кирүү, орундаштыруу жана бошотуу функциялары болушу керек, ал эми кесүү ылдамдыгы трубанын диаметрине (10-200 мм) жараша 10-50 м/мин чейин жетүүсү мүмкүн. Бир убакта, узакка созулган кыйынчылыктарсыз иштөөнү (үзгүлтүксүз иштөө ≥8 саат) камсыз кылуу керек жана өндүрүш сызыгынын цикл убактысы менен уюшушу керек.
III. Коопсуздук жана талаптарга ылайыктуулук талаптары: Иштөө процедуралары жана чөйрөгө тийиштүү стандарттар
Кесүү процесси учурунда бийик температурадагы искерек жана калдыктардан зарарланууну болгоно үчүн коргоо каражаттары (мисалы, лазерге каршы көз жапкычтар жана чачыраңко тосмолор) камсыз кылынышы керек; электр башкаруу системасы жабдуунун ийгиликке учраган учурларын болгоно үчүн жүктөмдүн астамдыгын коргоо жана тез токтотуу функциясына ээ болушу керек; басымдуу газ колдонулган кесүү үчүн (мисалы, лазер кесүүдө азот), трубанын тыгыз жана сымырткасыз болушу шарт. Металл кесүүдө пайда болгон чачыраңко жана калдыктар чачыраңкону жыйноо үчүн каражаттар менен жиналып, аба тазалыгын бузбоо үчүн иштелиши керек; кесүү суюгунун экологияга мейкиндүү болуп, кайра иштетилүүчү функциясы болушу керек, ушул аркылуу калдык суюктуктун чыгуусун азайтууга болот; силуэт 85 дБ деңгээлинен төмөн болушу керек, бул өнөр жай цехтарынын экологиялык талаптарына ылайык келет.
Труба кесүүнүн негизги талаптары "сценарийге ылайыкташ, тактык жана эффективдүүлүктү тепе-теңдиктөө жана коопсуздуктун түбүнкү сызыгына баш ийүү" болуп саналат. Автомобиль, жаңы энергетика жана аэрокосмостук секторлордо труба иштетүүнүн тактыгына коюлган талаптардын күчөшү менен кесүү курал-жарактары "интеллектуалдаштырууга, жогорку тактыкка жана бир нече материалга ылайыкташтырууга" тийиш. Кесүү талаптарын катуу сактоо өнүмдүн сапатын камсыз кылуу жана өндүрүштүк эффективдүүлүктү жакшыртуу үчүн негизги шарт болуп саналат.