
Მილების დაჭრა მნიშვნელოვანი პროცესია ისეთ ინდუსტრიებში, როგორიცაა მანქანათმშენებლობა, ავტომობილების ნაწილების წარმოება და საშენი მასალები. მისი ხარისხი პირდაპირ განსაზღვრავს შემდგომი დამუშავების სიზუსტეს, პროდუქტის მუშაობას და სერვისულ სიცოცხლეს. ჩვეულებრივი ფოლადის ფურცლის დაჭრისგან განსხვავებით, მილების დაჭრა მისი ღრუ სტრუქტურის და წრიული/არარეგულარული განივკვეთის მახასიათებლების გამო კონკრეტულ მოთხოვნებს უდგება დაჭრის პროცესებს, მოწყობილობებს და ოპერაციებს. ძირეული ყურადღება ექცევა სამ სფეროს: სიზუსტის კონტროლი, ეფექტიანობის ადაპტაცია და უსაფრთხოების შესაბამისობა.
I. ზუსტობის მოთხოვნები: ზომებისა და კვეთების მკაცრი სტანდარტები
Შეცდომის კონტროლი მიკრომეტრის დონემდე: მილების კვეთა მოითხოვს სიგრძის დაშვების მკაცრ კონტროლს (ჩვეულებრივ ±0.1-0.5მმ), განსაკუთრებით ზუსტ გამოყენებებში, როგორიცაა ავტომობილების ზეთის ხაზები და ავიაციის ჰიდრავლიკური ხაზები, სადაც სიგრძის გადახრა შეიძლება გამოწვეული იყოს ასამბლების დაბლოკვით და დაზიანებით. კვეთის ხარისხი უნდა იყოს ნამჟღავნისა და დეფორმაციის გარეშე. ღონის მილის კვეთა prone არის ნამჟღავნების და წიბურის ჩამოსვლისკენ, რაც მოითხოვს პროცესებს, როგორიცაა მაღალი სიხშირის ვიბრირებადი ლენტები და ლაზერული კვეთა „ნამჟღავნის გარეშე კვეთის“ მისაღებად. შიდა ზედაპირის გლუვი იყოს Ra≤1.6μm, რათა თავიდან იქნეს აცილებული სითხის ტურბულენტობა ან დამაბინძურებელი ნივთიერებების დაგროვება სითხის ტრანსპორტირების დროს. გარდა ამისა, უნდა თავიდან იქნეს აცილებული მაღალი ტემპერატურის კვეთა, რათა თავიდან იქნეს აცილებული მილის ბოლოს ზედაპირის ოქსიდაცია და დიდი მარგალიტები, განსაკუთრებით მასალებისთვის, როგორიცაა ნაღმის ფოლადი და სპილენძის შენადნობები, რადგან ოქსიდური ფენა ზემოქმედებს შედუღების სიმტკიცეზე.
II. ეფექტიურობის მოთხოვნები: მასობრივ წარმოებასა და მასალის მახასიათებლებზე მორგებადობა
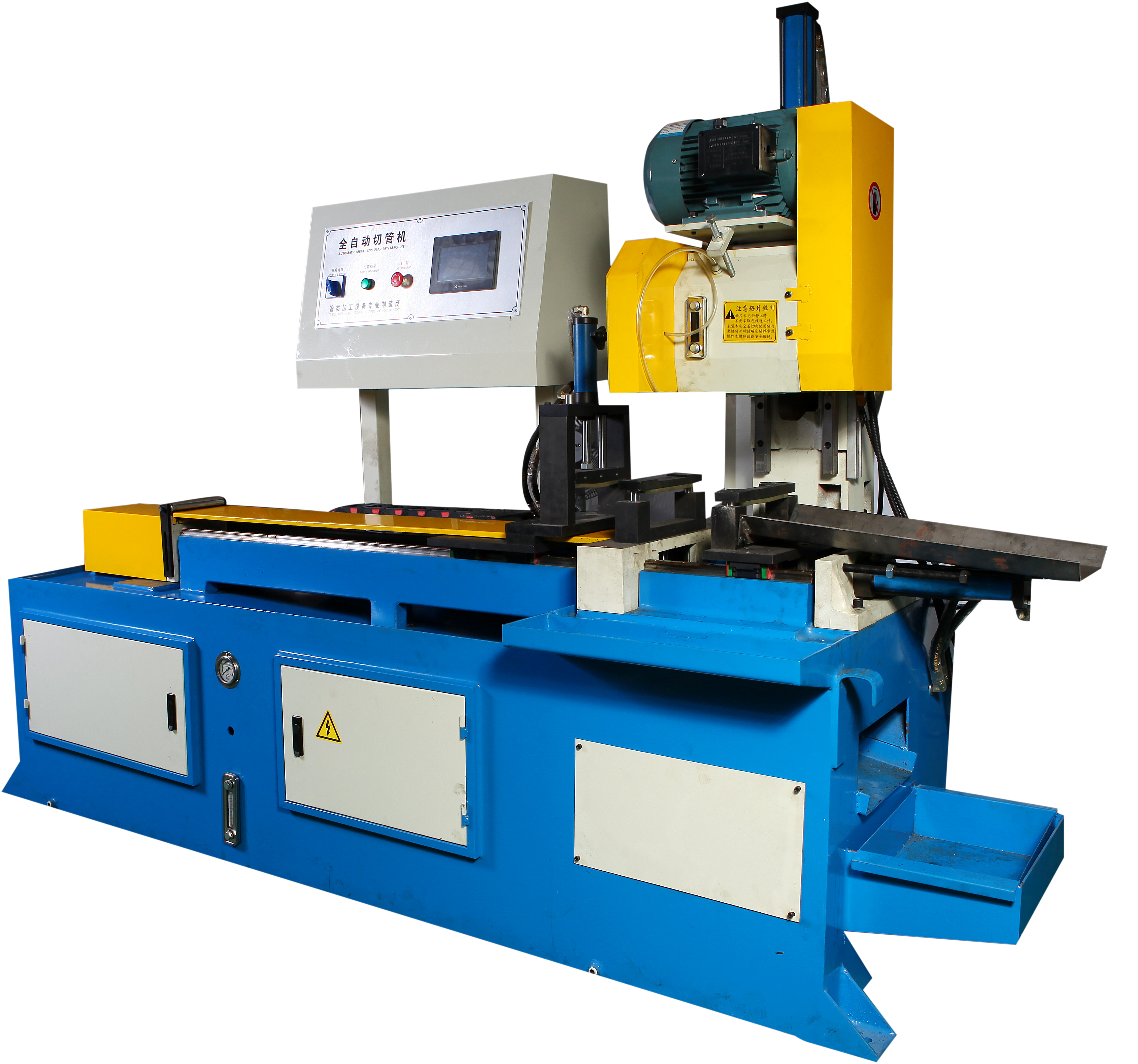
Სამრეწველო პირობებში აპარატურა უნდა აკმაყოფილებდეს უწყვეტი სერიული ჭრის მოთხოვნებს. უნდა ჰქონდეს ავტომატური მიმაგრების, პოზიციონირების და ჩამოტვირთვის ფუნქციები, ხოლო ჭრის სიჩქარე შეიძლება იყოს 10-50მ/წთ მილის დიამეტრის მიხედვით (10-200მმ). ამასთან, უნდა უზრუნველყოს გრძელვადიანი უსავალო ექსპლუატაცია (უწყვეტი მუშაობა ≥8 საათი) და შეთავსებადი იყოს წარმოების ხაზის ციკლურ დროსთან.
III. უსაფრთხოებისა და შესაბამისობის მოთხოვნები: ექსპლუატაციის პროცედურები და გარემოსდაცვითი სტანდარტები
Ჭრის დროს უნდა მოეწოდოს დამცავი საშუალებები (მაგალითად, ლазერის უსაფრთხოების სათვალე და თვლისგან დამცავი ეკრანები), რათა თავიდან იქნეს აცილებული ზემოთ აღნიშნული ტემპერატურის ნაკვეთებისა და ნაგვისგან მომდინარე დაზიანება; ელექტრო კონტროლის სისტემას უნდა ჰქონდეს გადატვირთვის დამცავი და ავარიული გამორთვის ფუნქციები მოწყობილობის გამართულების შედეგად შემთხვევების თავიდან ასაცილებლად; მაღალი წნევის აირის დახმარებით ჭრისთვის (მაგალითად, აზოტი ლაზერით ჭრისთვის) მილსადენი უნდა იყოს დახურული და ჩარევის გარეშე. ლოდის ჭრის დროს წარმოქმნილი მტვრის და ნაგვის შეგროვება და გასუფთავება უნდა მოხდეს მტვრის შემცირების მოწყობილობების საშუალებით, რათა თავიდან იქნეს აცილებული ჰაერის დაბინძურება; ჭრის სითხე უნდა იყოს გარემოსდაცვითი და უნდა ჰქონდეს გადამუშავების ფუნქცია ნაგავი სითხის გამოყოფის შესამსუბუქებლად; ხმაური უნდა იყოს 85 დბ-ის ქვემოთ, რათა დაემთხვეს სამრეწველო საწარმოების გარემოსდაცვით სტანდარტებს.
Მილების დაჭრის ძირეული მოთხოვნები არის „შესაბამისობა სცენარისთან, სიზუსტისა და ეფექტურობის ბალანსირება და უსაფრთხოების საბაზო მოთხოვნების დაცვა“. როგორც კი მომატებული მოთხოვნები ეხება მილების დამუშავების სიზუსტეს ავტომომრთელობის, ახალი ენერგეტიკის და ავიაკოსმოსური ინდუსტრიებში, ჭრის მოწყობილობები მიმავლობენ „ინტელექტუალური, მაღალი სიზუსტის და მრავალი მასალის თავსებადობის“ მიმართ. ჭრის მოთხოვნების მკაცრად დაცვა პროდუქტის ხარისხის უზრუნველყოფის და წარმოების ეფექტურობის ამაღლების გასაღები პირობაა.