
Rezanje cijevi je osnovni proces u industrijama poput proizvodnje strojeva, automobilske opreme i građevinskih materijala. Kvaliteta izravno određuje točnost naknadne obrade, performanse proizvoda te vijek trajanja. Za razliku od običnog rezanja lima, rezanje cijevi zbog šuplje strukture i okruglog/nepropisnih karakteristika poprečnog presjeka ima posebne zahtjeve za postupcima, opremom i radnjama. Glavni fokus usmjeren je na tri dimenzije: kontrolu preciznosti, prilagodbu učinkovitosti i sigurnosne propise.
I. Zahtjevi za preciznošću: Strogi standardi za dimenzije i rezove
Kontrola pogrešaka na razini mikrometra: Rezanje cijevi zahtijeva strogi kontrolu tolerancije duljine (obično ±0,1–0,5 mm), posebno u preciznim primjenama poput automobilskih uljnih vodova i hidrauličnih vodova u avijaciji, gdje odstupanja u duljini mogu uzrokovati probleme pri sklopu i neispravno brtvljenje. Kvaliteta rezanja mora biti bez žulja i deformacija. Rezanje šupljih cijevi sklonо je stvaranju žulja i urušavanju rubova, što zahtijeva postupke poput visokofrekventnih vibrirajućih noževa i laserskog rezanja kako bi se postigao "rez bez žulja". Hrapavost unutarnjeg zida Ra≤1,6 μm treba održavati kako bi se spriječilo nestabilno strujanje ili taloženje nečistoća tijekom transporta tekućine. Osim toga, treba izbjegavati rezanje na visokim temperaturama kako se ne bi dovelo do oksidacije lica cijevi i grubih zrna, posebno kod materijala poput nerđajućeg čelika i bakrenih legura, jer će sloj oksida utjecati na čvrstoću zavarivanja.
II. Zahtjevi za učinkovitošću: Prilagodljivost masovnoj proizvodnji i karakteristikama materijala
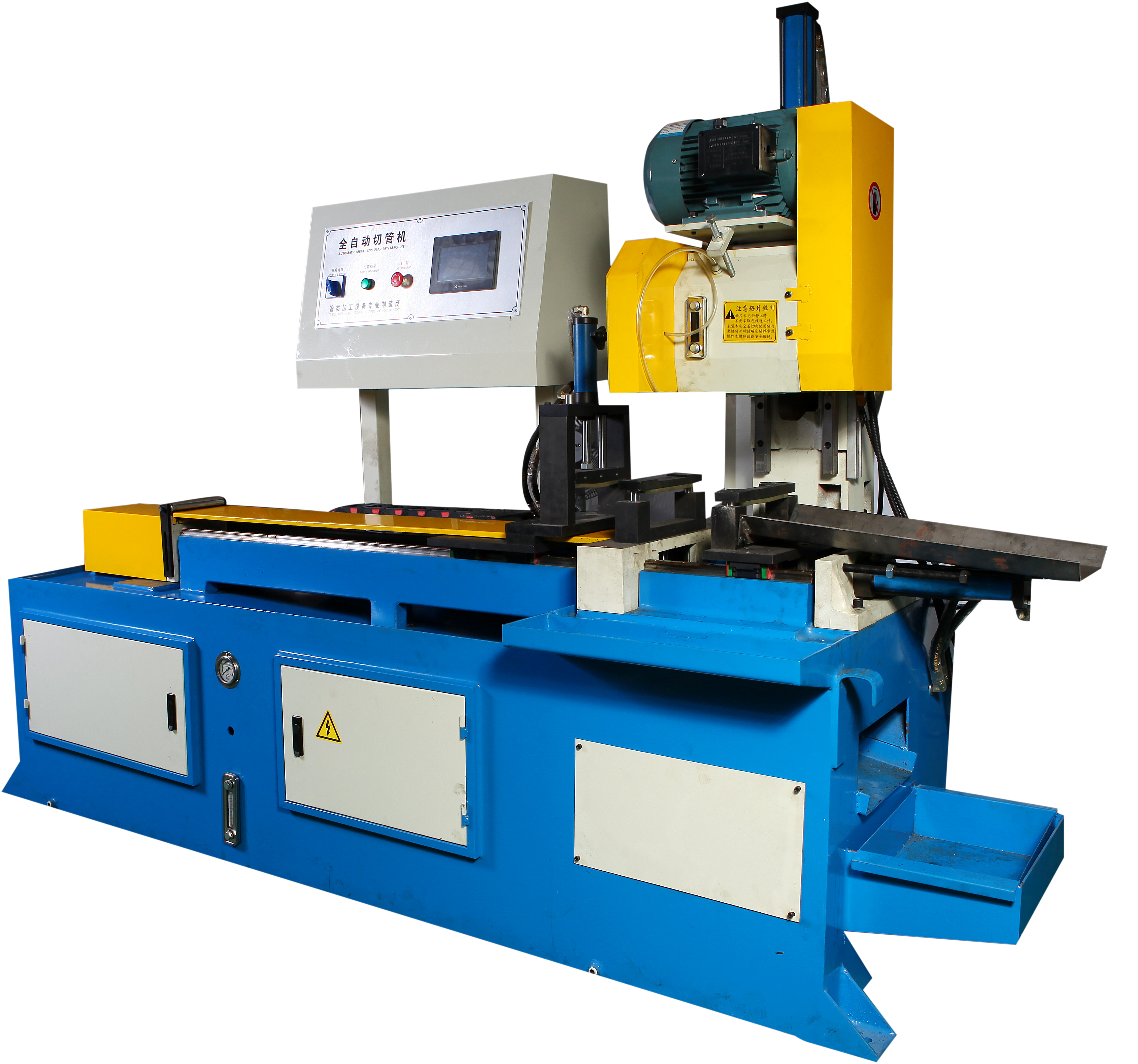
U industrijskim uvjetima oprema mora ispunjavati zahtjeve za kontinuiranim rezanjem serija. Mora imati funkcije automatskog dovoda, pozicioniranja i istovara, a brzina rezanja može doseći 10-50 m/min ovisno o promjeru cijevi (10-200 mm). Istovremeno, mora osigurati dugotrajni rad bez kvarova (kontinuirani rad ≥8 sati) te kompatibilnost s vremenom ciklusa proizvodne linije.
III. Zahtjevi za sigurnost i sukladnost: Postupci rada i ekološki standardi
Zaštitni uređaji (kao što su zaštitne naočale za rad s laserom i zaštite protiv prskanja) moraju se osigurati tijekom procesa rezanja kako bi se spriječile ozljede od iskara visoke temperature i struganja; električni upravljački sustav mora imati zaštitu od preopterećenja i funkciju hitnog zaustavljanja kako bi se izbjegle nesreće uzrokovane kvarom opreme; za rezanje uz pomoć visokotlačnog plina (kao što je dušik kod laserskog rezanja), cjevovod mora biti zapečaćen i bez curenja. Prašina i strugovi nastali pri rezanju metala moraju se sakupljati i obradjivati opremom za sakupljanje prašine kako bi se izbjeglo zagađivanje zraka; rezna tekućina mora biti ekološka i imati mogućnost recikliranja kako bi se smanjio otpad tekućine; buka se mora držati ispod 85 dB kako bi se zadovoljili standardi zaštite okoliša za industrijske radionice.
Osnovni zahtjevi za rezanje cijevi su "prilagodba scenariju, ravnoteža između točnosti i učinkovitosti te poštivanje sigurnosne granice". S povećanjem zahtjeva za točnošću obrade cijevi u industrijama poput automobilske, nove energije i svemirskih letjelica, oprema za rezanje razvija se prema "inteligentnosti, visokoj preciznosti i kompatibilnosti s više materijala". Strogo poštivanje zahtjeva za rezanjem ključan je preduvjet osiguravanja kvalitete proizvoda i poboljšanja proizvodne učinkovitosti.