
Putkien leikkaus on perustavanlaatuinen prosessi koneenvalmistuksessa, autoteollisuudessa ja rakennusmateriaaliteollisuudessa. Sen laatu määrittää suoraan seuraavien työvaiheiden tarkkuuden, tuotteen suorituskyvyn ja käyttöiän. Toisin kuin tavallinen levynleikkaus, putkien leikkaus sen onton rakenteen ja pyöreiden/epäsäännöllisten poikkileikkausten vuoksi asettaa erityisvaatimuksia leikkausprosesseille, -laitteille ja -toimenpiteille. Keskeinen huomio kiinnittyy kolmeen ulottuvuuteen: tarkkuuden hallintaan, tehokkuuden sopeuttamiseen ja turvallisuusmääräysten noudattamiseen.
I. Tarkkuusvaatimukset: Tiukat standardit mitoille ja leikkauksille
Virheen hallinta mikrometrin tarkkuudella: Putkien leikkaamisessa on noudatettava tiukkaa pituustoleranssia (yleensä ±0,1–0,5 mm), erityisesti tarkkuussovelluksissa, kuten autoteollisuuden öljyputkissa ja lentokoneiden hydraulijärjestelmissä, joissa pituuspoikkeamat voivat aiheuttaa asennusongelmia ja tiivistysvirheitä. Leikkauslaadun on oltava kiiltoinen ja muodonmuutoksista vapaan. Ontojen putkien leikkaaminen on altis kiiltojen ja reunojen romahtamiselle, joten vaaditaan prosesseja, kuten korkeataajuisten värähtelevien terien tai laserleikkauksen käyttö, jotta saavutetaan "kiilloton leikkaus". Sisäseinämän pinnankarkeuden Ra≤1,6 μm on pysyttävä samana, jotta estetään virtauksen turbulenssi tai epäpuhtauksien kertyminen nesteiden kuljetuksen aikana. Lisäksi on vältettävä korkealämpöistä leikkausta, jotta estetään putken päätyosan hapettuminen ja karkeat rakeet, erityisesti materiaaleilla kuten ruostumaton teräs ja kupari- seokset, koska hapettunut kerros heikentää hitsauslujuutta.
II. Tehokkuusvaatimukset: Säädettävä massatuotantoon ja materiaalien ominaisuuksiin
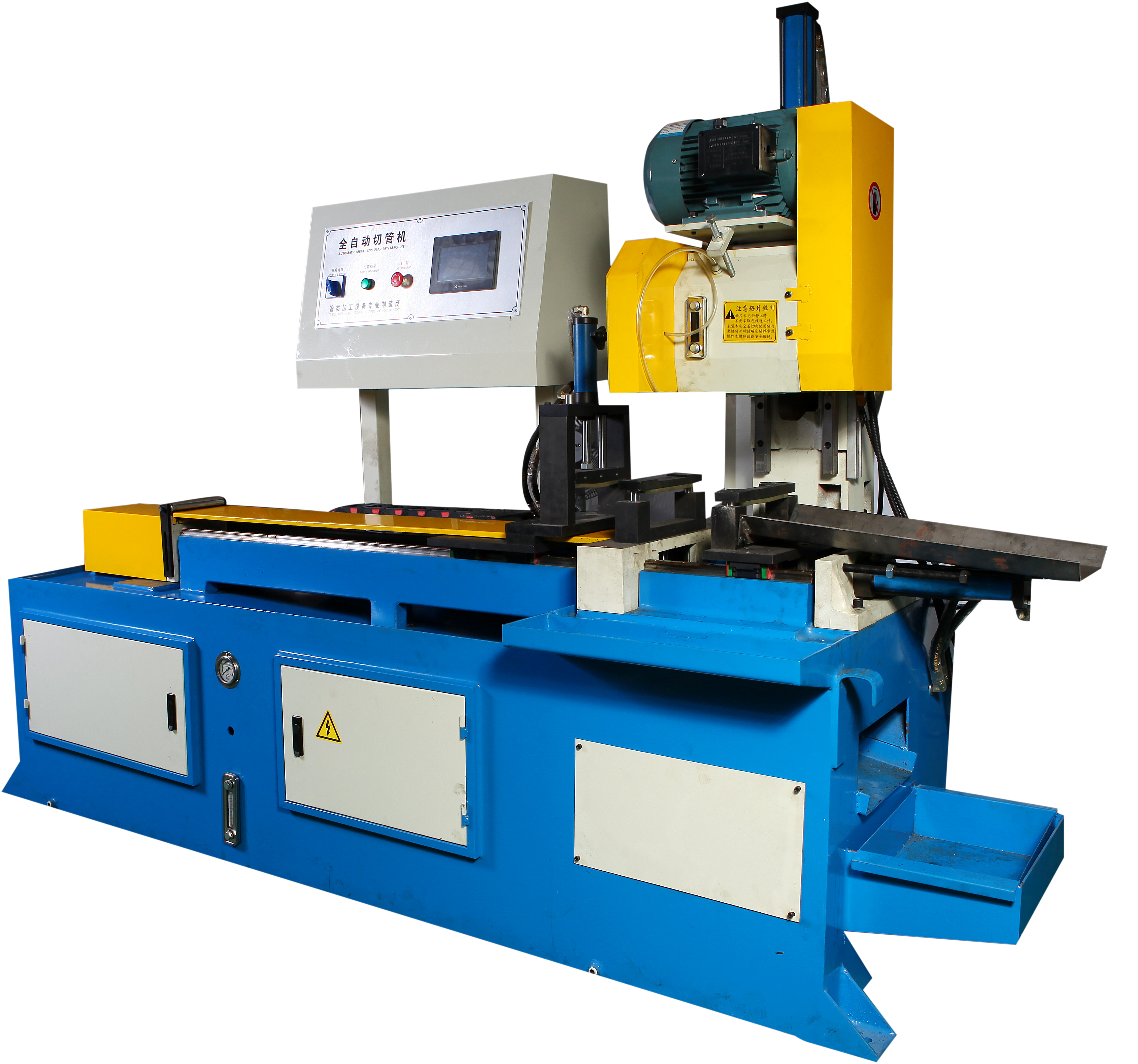
Teollisissa olosuhteissa laitteen on täytettävä jatkuvan eräleikkaustuotannon vaatimukset. Laitteessa on oltava automaattinen syöttö-, asennointi- ja tyhjennystoiminto, ja leikkausnopeuden on oltava 10–50 m/min putken halkaisijasta (10–200 mm) riippuen. Samalla on taattava pitkäaikainen häiriötön toiminta (jatkuvatoiminta ≥8 tuntia) ja yhteensopivuus tuotantolinjan sykliajan kanssa.
III. Turvallisuus- ja noudattamisvaatimukset: Käyttömenettelyt ja ympäristöstandardit
Leikkausprosessin aikana on tarjottava suojalaitteita (kuten lasersuojalaseja ja roiskeilmasuojia), jotta korkean lämpötilan kipinöiltä ja sirpaleilta voidaan estää vammat; sähköinen ohjausjärjestelmä on varustettava ylikuormitussuojalla ja hätäpysäytystoiminnoilla, jotta laiterikkojen aiheuttamat onnettomuudet voidaan välttää; korkeapaineisella kaasulla tuettua leikkausta (kuten typellä tehtävää laserleikkausta) varten putkiston on oltava tiivis eikä vuoda. Metallileikkauksessa syntyvä pöly ja roskat on kerättävä ja käsiteltävä pölynimulaitteistolla, jotta ilmansaasteita voidaan välttää; leikkuuneste on oltava ympäristöystävällinen ja sillä on oltava kierrätystoiminto jäteveden päästöjen vähentämiseksi; melutaso on pidettävä alle 85 dB:n, jotta teollisuushallien ympäristönsuojelunormit täyttyvät.
Putkien leikkaamisen perusvaatimukset ovat "sopeutuminen tilanteeseen, tarkkuuden ja tehokkuuden tasapainottaminen sekä turvallisuuden perusvaatimusten noudattaminen". Kun auto-, uusiutuvan energian ja ilmailualojen putkien käsittelytarkkuutta koskevat vaatimukset jatkuvasti kiristyvät, leikkauslaitteet kehittyvät kohti "intelligenteistymistä, korkeaa tarkkuutta ja monimateriaalista yhteensopivuutta". Leikkausvaatimusten tiukka noudattaminen on keskeinen edellytys tuotelaadun varmistamiselle ja tuotantotehokkuuden parantamiselle.